


TBM 製造とは何ですか?また、それが重要な理由は何ですか?
TBM 製造とは、岩石、土壌、粘土、および混合地盤の状態でトンネルを掘削するために使用される、巨大で高度に特殊化された装置であるトンネルボーリングマシンのエンジニアリングと生産を指します。これらは、これまでに製造された最も複雑な機械の 1 つであり、最先端の機械工学、油圧学、エレクトロニクス、材料科学を 1 つの統合システムに組み合わせており、その重量は小型の共同溝機械の場合は数百トンから、大口径の地下鉄や高速道路のトンネル プロジェクトの場合は 7,000 トンを超えるものまであります。トンネルボーリングマシンの製造プロセスは、ほとんどの産業用機器の製造とは異なります。すべてのマシンは事実上、単一のトンネル契約の特定の地質、直径、配置、ライニング要件を満たすように設計されたカスタムプロジェクトです。
TBM に対する世界的な需要は、地下鉄鉄道システム、道路トンネル、上下水道インフラ、水力発電トンネル、地下物流ネットワークなどへの巨額のインフラ投資によって、数十年にわたって着実に増加してきました。ロンドンからムンバイ、ロサンゼルスに至る都市は、地上生活を混乱させることなく地下インフラを構築するためにTBMを積極的に利用しています。この需要により、世界的な競争力が生まれました。 TBMの製造 この業界は、18 か月以上に及ぶこともある契約スケジュールに沿って、並外れた精度公差で設計および構築されたカスタム機械を提供できる少数の大手メーカーによって支配されています。
トンネルボーリングマシンの種類とそれぞれの製造方法
TBM の製造は、単一の製造プロセスではありません。それは、それぞれが特定の地面条件に合わせて設計された、関連はしているものの明らかに異なる機械設計のファミリーです。プロジェクトに選択される TBM のタイプは、基本的に、関連する製造範囲、コンポーネントの仕様、および組み立ての複雑さを決定します。
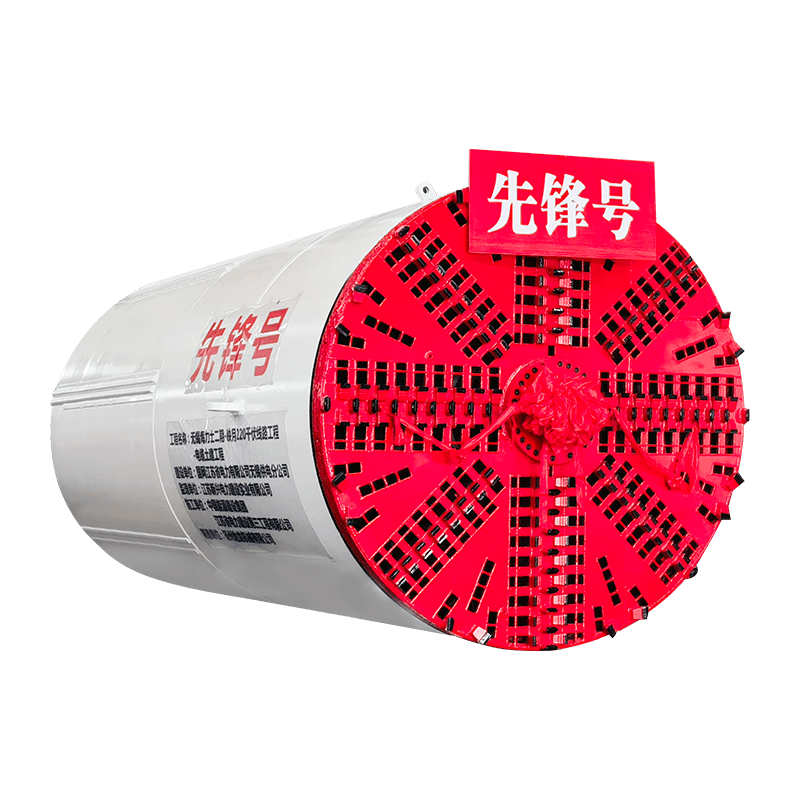
ハードロックTBM(グリッパーTBM)
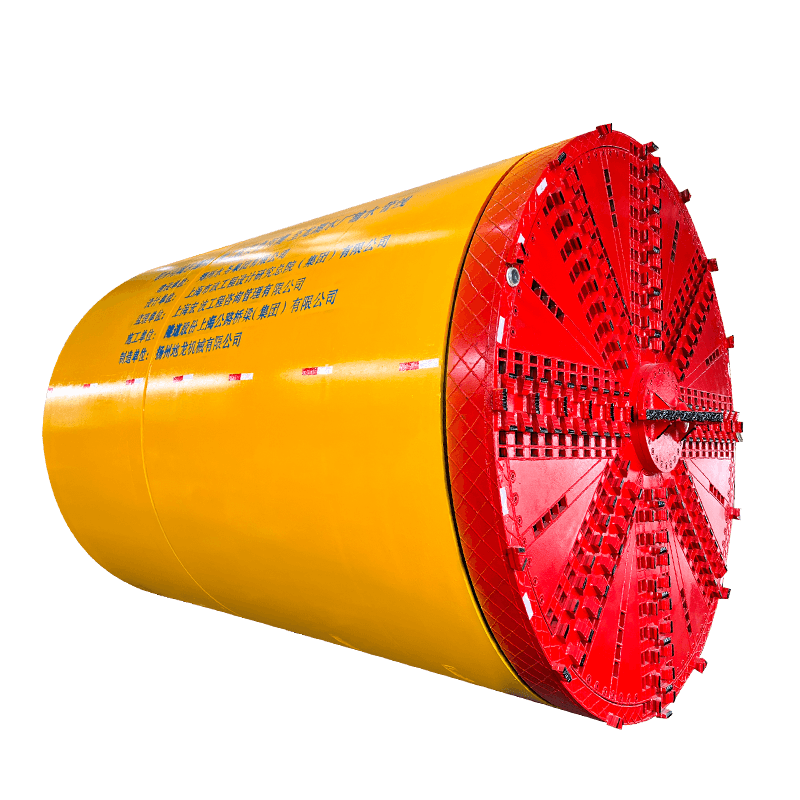
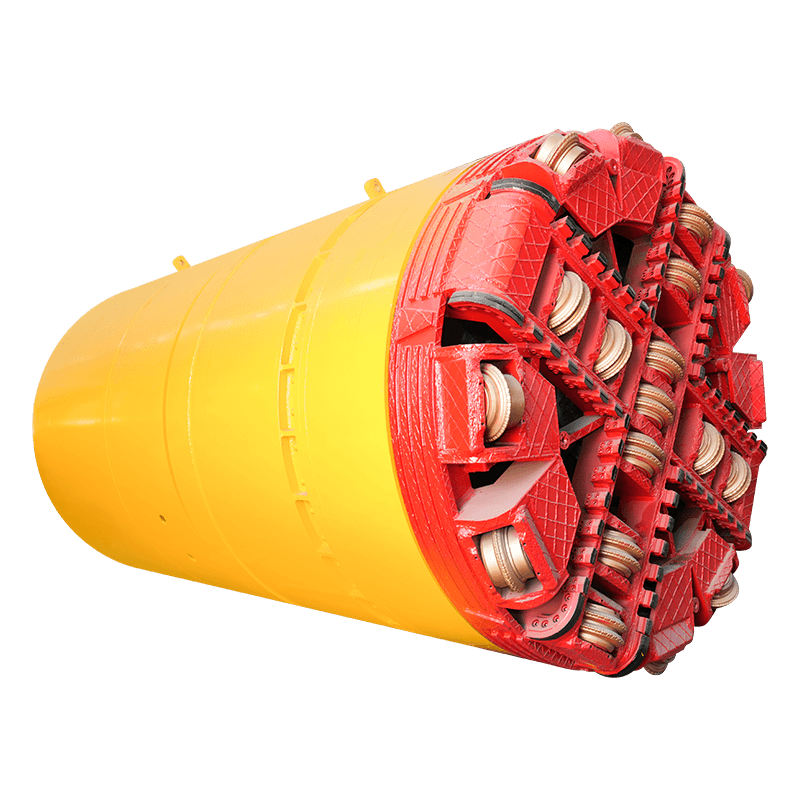
グリッパー TBM は、花崗岩、玄武岩、石灰岩などの堅固で適切な岩石をトンネル掘削するように設計されています。機械は、回転するカッターヘッドを岩壁に押し付けることによって前進し、油圧グリッパーが横方向に伸びてトンネルの壁を支え、前方への推力に必要な反力を提供します。グリッパー TBM の製造は、非常に堅牢なカッターヘッド (通常、正確に位置決めされたディスク カッター ハウジングを備えた高張力鋼板から製造されます) と、連続回転中に巨大なスラスト荷重を伝達できる強力なメイン ベアリング アセンブリの製造に重点を置いています。ハードロックマシンのディスクカッターは精密に設計された超硬コンポーネントであり、カッターヘッド面全体で均一な摩耗を保証するために厳しい寸法公差に従って製造する必要があります。
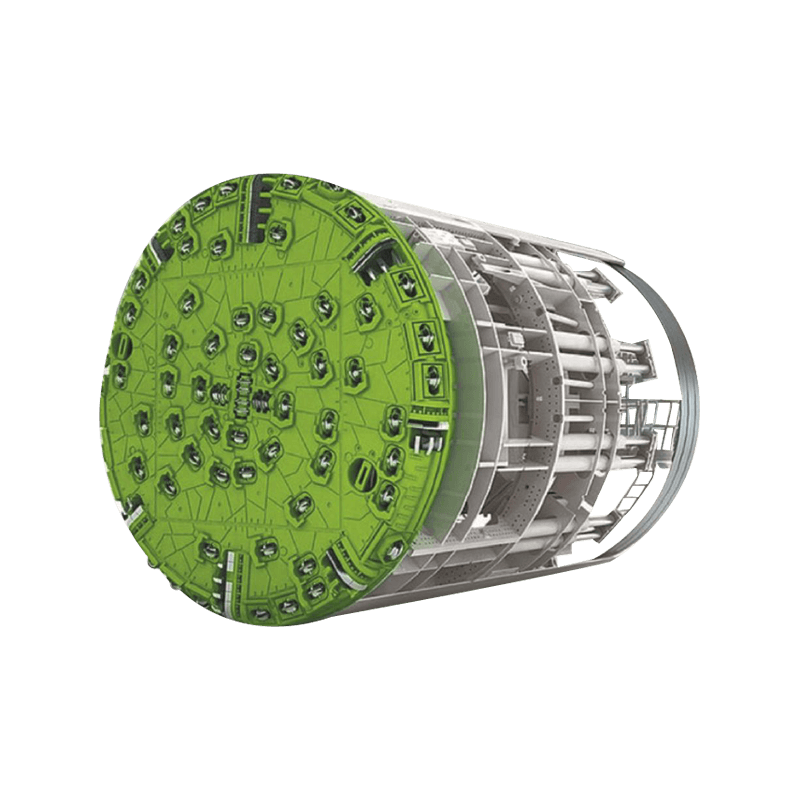
土圧バランス (EPB) マシン
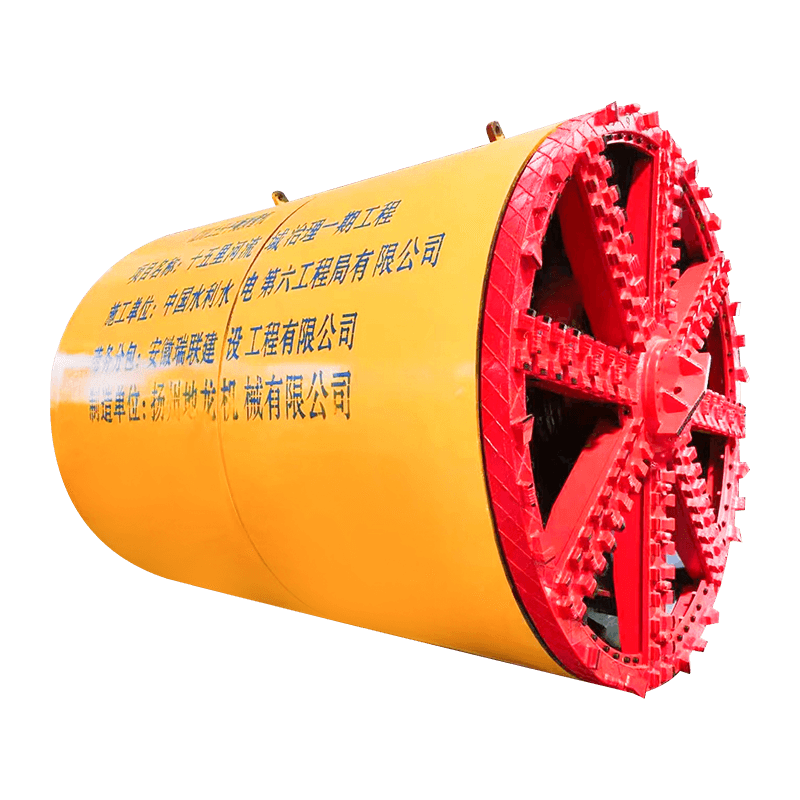
EPB 機械は、軟弱な地盤、混合土壌、および含水条件における都市部のトンネル工事の主力製品です。彼らは、切羽圧力を維持し、トンネル上の地盤の沈下を防ぐために、発泡体、ポリマー、またはベントナイト添加剤で調整された掘削された材料自体を使用します。 EPB TBM の製造の複雑さは、面圧のバランスを取るために材料の抽出速度を制御するスクリュー コンベア システム、カッターヘッドに統合されたフォーム射出システム、および周囲の地面の完全な土圧と水圧に耐えなければならないシールド本体に集中しています。 EPB 機械のカッターヘッドの形状は、ハードロックの設計とは根本的に異なります。ディスク カッター ハウジングではなく、スクレーパー、バケット スコップ、土壌調整ポートが組み込まれています。
スラリーシールドTBM
スラリー TBM は、EPB 切羽調整でも安定性を維持するには不十分な、緩い水分飽和地盤で使用されます。掘削チャンバーを満たす加圧ベントナイト スラリーを使用して切羽圧力を維持し、カッターヘッドの後ろの隔壁で支えられています。スラリーはパイプラインを通じて地表に汲み上げられ、分離プラントで処理されて腐敗物が除去され、切羽に再循環されます。スラリー機械の TBM 製造には、システム範囲全体の一部として分離プラントの製造が含まれます。これは、機械自体に加えて、液体サイクロン、遠心分離機、スラリー ポンプ インフラストラクチャを含む追加のエンジニアリング課題です。
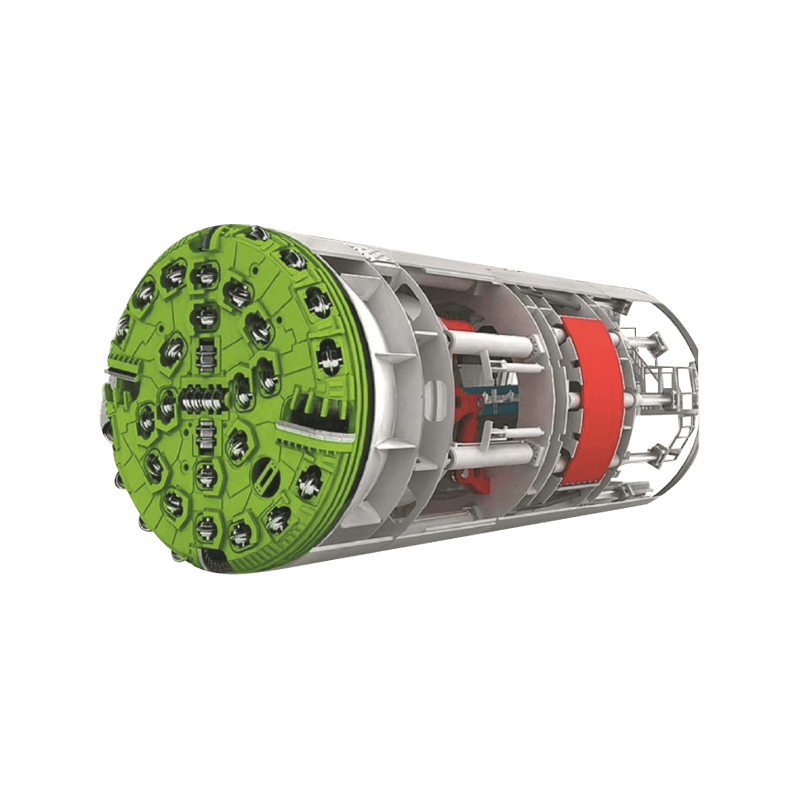
混合粉砕TBMおよび可変密度TBM
これまでに製造された最も複雑な TBM のいくつかは、混合面条件、つまり同じトンネル断面内の岩石と軟弱地盤の両方を通過するトンネル、または線形に沿って硬岩帯と軟弱地盤ゾーンの間を移行するトンネル向けに設計された機械です。これらの可変密度または混合地盤 TBM は、同じカッターヘッドにディスク カッターと軟弱地盤切削ツールの両方を組み込み、走行中に EPB モードとハードロック モードを切り替えることができる変換可能な掘削チャンバーを備えている必要があります。これらの機械を製造するには、TBM エンジニアリングを限界まで押し上げる、矛盾する設計要件を同時に解決する必要があります。
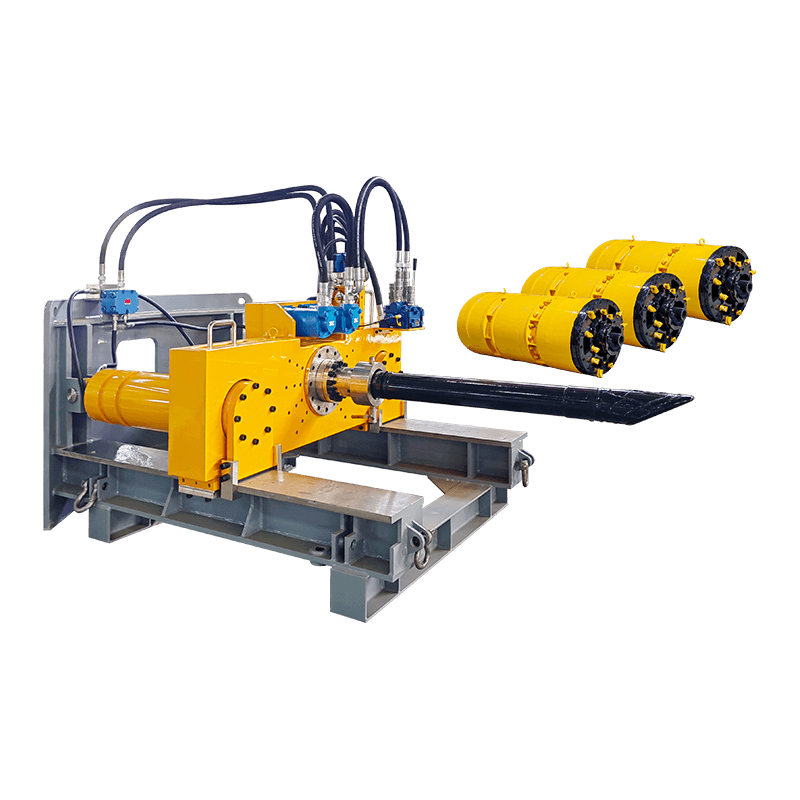
すべてのTBMで製造されるコアコンポーネント
タイプに関係なく、すべてのトンネル掘削機は一連の基本的なサブシステムを共有しており、これらのサブシステムは、正確に統合されたシステムとして連携して動作するように設計および製造する必要があります。これらのコアコンポーネントを理解すると、TBM の製造が技術的に要求が高く、時間がかかる理由がわかります。
| コンポーネント | 機能 | 製造上の主要な課題 |
| カッターヘッド | 岩石や土に対して回転させてトンネル切羽を掘削します。 | スラスト負荷とトルク負荷を組み合わせた場合の構造的完全性。カッターツールの位置決め精度 |
| メインベアリングアセンブリ | カッターヘッドを支持し、推力とトルクを伝達します。 | 持続的な高負荷下でのベアリング寿命。地面の汚染に対する密閉 |
| シールド本体 | 作業者と設備を保護します。構造住宅を提供します | セグメントの組み立てのための正確な真円度。耐接地圧 |
| スラストシリンダーシステム | 設置されたトンネル覆工に向かって機械を前進させます | すべてのシリンダーにわたる同期ストローク制御。シールの信頼性 |
| セグメントエレクター | プレキャスト コンクリート ライニング セグメントを選択して設置します | 位置決め精度。真空システムの信頼性。耐荷重 |
| 駆動モーターとギアボックス | カッターヘッドの回転に動力を供給します | 限られた空間での電力密度。熱管理 |
| 油圧ユニット | スラストやエレクターを含むすべての油圧システムに動力を供給 | システム統合。冗長性。密閉空間の熱遮断 |
| 制御および誘導システム | トンネルのアライメントをナビゲートし、すべてのシステムを監視します | GPS が拒否された地下環境での精度。リアルタイムのデータ統合 |
TBM の製造プロセスを段階的に説明
契約の締結から工場の受け入れテストに至るトンネルボーリングマシンの製造プロセスは、長期にわたる多段階のエンジニアリングおよび生産プログラムです。この順序を理解すると、確立されたサプライチェーンを持つ経験豊富なメーカーであっても、TBM の納品リードタイムが通常 12 ~ 24 か月である理由が明確になります。
ステージ 1 — 地盤工学およびプロジェクト要件の分析
単一のコンポーネントを設計する前に、TBM メーカーのエンジニアリング チームは、クライアントから提供された地質工学調査データの詳細な分析を実行します。これには、ボーリング孔のログ、岩盤強度パラメータ、地下水圧力プロファイル、摩耗性試験結果、トンネル線形全体に沿った地盤透水性データが含まれます。この分析は、カッターヘッドの設計、推力システムのサイジング、ベアリングの仕様、および地盤調整システムの構成に直接影響します。不正確または不十分な地盤データに基づいて設計された機械は、性能が低下したり故障したりする可能性があります。地質工学解析は、設計全体が構築される基礎となります。
ステージ 2 — カスタム エンジニアリングと設計
地盤条件が確立されると、エンジニアリング チームは高度な 3D CAD ソフトウェアと有限要素解析を使用して完全な TBM 設計を開発します。カッターヘッドの構造設計は、スラストとトルクの負荷シナリオを組み合わせて分析されます。主なベアリング寿命の計算は、TBM 固有の荷重スペクトルに適合した ISO 281 ベアリング寿命理論を使用して実行されます。シールド本体の真円度公差は、セグメントライニングの形状に基づいて設定されます。構造製作におけるすべての主要な溶接は、関連する構造規定に従って設計され、文書化されています。大口径TBMの場合、この設計段階だけで通常3~5か月かかり、数万枚の設計図面と仕様書が作成されます。
ステージ 3 — 資材調達とサプライチェーン
TBM の製造には膨大な範囲の特殊な材料とコンポーネントが必要ですが、その多くは調達リードタイムが長くなります。カッターヘッドとシールド本体用の高強度構造用鋼板、大径旋回リングベアリング、高トルク遊星ギアボックス、正確なストロークと圧力仕様に従って製造された油圧シリンダー、および特殊なシーリングシステムはすべて、製造の遅れを避けるために早期の調達が必要です。メイン ベアリング アセンブリ (大型 TBM では直径 3 メートルを超えることもある巨大な旋回リング) は、多くの場合、単独の製造リード タイムが 6 ~ 9 か月かかり、通常、TBM 納品スケジュール全体のクリティカル パス項目となります。
ステージ 4 — 構造製作
TBM の構造製作には、重い鋼板セクションを切断、成形し、溶接して主要な構造アセンブリ (カッターヘッド、フロント シールド、リア シールド、トレーリング ギア コンポーネント) を形成することが含まれます。この作業は、認定された構造溶接工によって事前に認定された溶接手順を使用して実行され、超音波検査、磁粒子検査、X線検査などの非破壊検査によって検査されます。製造時の寸法管理は非常に重要です。トンネルライニングセグメントを一貫したギャップ形状で設置できるように、シールド本体は厳しい公差内で丸くする必要があります。大型の構造アセンブリは、接合面で必要な界面公差を達成するために、製造後に機械加工されます。
ステージ 5 — 機械および油圧アセンブリ
構造の製作が完了すると、機械は機械、油圧、電気システムとともに徐々に組み立てられます。メインベアリングが取り付けられ、仕様に従ってトルクをかけられます。駆動モーターとギアボックスが取り付けられ、位置合わせされます。スラストシリンダーシステムが設置されており、すべてのシリンダーは油圧パワーユニットに接続される前に個別に圧力テストされます。セグメントエレクターアームが組み立てられ、そのリーチ、速度、耐荷重が検証されます。制御システムは配線され統合されており、すべてのセンサー入力とアクチュエーター出力は制御ロジックの文書に照らして検証されています。この組み立て段階では熟練労働者が集中的に必要となります。TBM の組み立てには、個々のコンポーネントの取り付けだけでなく、完全なシステム統合を理解している技術者が必要です。
ステージ 6 — 工場受け入れテスト
TBM は工場から出荷される前に、顧客とその技術担当者による包括的な工場受け入れテスト (FAT) を受けます。 FAT は、カッターヘッドの回転速度とトルク、スラストシリンダーの力とストローク、セグメントエレクターの範囲と負荷容量、油圧システムの圧力と流量、電気システムの機能、制御システムの応答など、制御された条件下ですべてのシステムが仕様どおりに機能することを検証します。誘導システムは校正および検証されています。 FAT 中に特定された欠陥は、マシンの出荷が承認される前に修正する必要があります。 FAT レコードはマシンの永続的な文書の一部となり、稼働期間中ずっと参照されます。

TBM 製造における精密工学基準
TBM 製造の精度要件は、航空宇宙機器や防衛機器の重機に匹敵します。これらの公差は任意ではありません。指定された位置合わせでトンネルを建設し、ライニングセグメントを損傷なく設置し、トンネルの耐用年数にわたってセグメント間の水密接合部を維持する機械の能力に直接影響します。
- カッターヘッドの真円度: 設計されたオーバーカットを維持し、シールドが地面に閉じ込められるのを防ぐために、カッターヘッドの外径は公称ボア径の ±2 ~ 3 mm 以内である必要があります。直径 5 ~ 12 メートルの組立鋼構造物でこの公差を達成するには、重要な界面の歪みと溶接後の機械加工を制御するために溶接作業を慎重に順序付ける必要があります。
- メインベアリングシートの加工: メインベアリングアセンブリを配置するハウジングボアとシャフトジャーナルは、IT6 ~ IT7 (0.010 ~ 0.025mm) の範囲の公差で機械加工し、精密座標測定機を使用して検査する必要があります。ベアリングの取り付け位置が正しくないと、ベアリングの寿命が大幅に短縮され、地下深くで早期疲労破壊が発生する可能性があります。これは非常に高価で時間のかかる修理シナリオです。
- シールド本体の真円度: フロントおよびリアのシールド セグメントは、通常全直径にわたって 5 ~ 10 mm 以内の真円度公差に合わせて組み立て、機械加工する必要があります。これにより、シールドと取り付けられたライニング セグメント間の環状ギャップが円周上で一貫していることが保証されます。この一貫性は、テールスキンシールの有効性にとって非常に重要です。シールドテールとライニングの間の隙間をシールするブラシとグリースは、地下水の浸入を防ぐために均一に接触する必要があります。
- スラストシリンダのストローク同期: 大型の TBM では、トンネルの線形に沿って操縦する機械のピッチとヨーを制御するために、30 ~ 50 個の個別のスラスト シリンダーが正確に調整されたグループで伸縮する必要があります。シリンダは一貫したストローク公差で製造する必要があり、シリンダの全ストロークにわたって数ミリメートル以内の位置同期を維持するように制御システムを校正する必要があります。
- ディスクカッターハウジング位置: 硬岩TBMでは、カッターヘッド面の各ディスクカッターハウジングの位置を設計された切削半径に正確に設定し、同じ半径上のすべてのカッターが岩面の同じ溝を追跡するようにする必要があります。カッター間隔の位置誤差により、個々のカッターに過負荷がかかり、摩耗が加速され、カッターの寿命が短くなり、地下での時間のかかるカッター交換の頻度が増加します。
最新のTBM製造を推進する主要なテクノロジー
トンネル掘削機の製造における最先端技術は、ますます困難になるトンネル プロジェクトの需要と、前世代の TBM 設計者には利用できなかったデジタル エンジニアリング ツールの統合によって、ここ数十年で大幅に進歩しました。
デジタルツインとシミュレーション
大手 TBM メーカーは現在、製造を開始する前に各マシンの完全なデジタル ツイン モデルを開発しています。これらのモデルは、構造解析、油圧システム シミュレーション、および制御ロジック モデリングを統合して、特定のプロジェクトで予想される動作条件の全範囲にわたってシステムのパフォーマンスを検証します。デジタルツインを使用すると、エンジニアは、単一の鋼片を切断する前に、インターフェースの競合を特定し、コンポーネントの配置を最適化し、故障シナリオをシミュレートできます。運用中、デジタル ツインは実際のマシン データで継続的に更新され、世界中のどこにいてもメーカーのエンジニアリング センターからの予知保全とトラブルシューティングをサポートできます。
先進的なカッターヘッド素材と摩耗保護
カッターヘッドの摩耗は、TBM の前進速度を制限し、研磨面でのメンテナンスコストを増加させる主な要因の 1 つです。最新のTBM製造には、タングステンカーバイド摩耗ボタン、クロムカーバイドオーバーレイプレート、カッターヘッドの最も摩耗が激しいゾーンのセラミック複合摩耗インサートなどの高度な摩耗保護戦略が組み込まれています。摩耗保護材の選択と配置は、数値流体力学と離散要素モデリングを使用して分析され、プロジェクトの特定の土壌や岩石の状態に応じた摩耗パターンが予測されるため、保護材を均一に適用するのではなく、最も必要な場所に集中させることができます。
自動溶接とロボットによる製造
TBM 製造の多くは依然として熟練した手動溶接工に依存していますが、自動溶接システムの統合により、大量の溶接継手における溶接の一貫性と生産性が向上しました。ロボット溶接セルは、一貫した溶接形状が重要であるシールド ボディ パネルとスポーク セクションの繰り返しの構造溶接に使用されます。サブマージ アーク溶接は、厚板部分の重突合せ溶接に広く使用されており、信頼性の高い品質で深い溶け込みと高い溶着速度を実現します。これらの自動化プロセスにより、熟練した溶接工は、専門知識が最大の価値をもたらす複雑なアクセス接合部に集中できるようになります。
リアルタイムパフォーマンス監視システム
現代の TBM には、個々のスラスト シリンダーの力からメイン ベアリングの温度、カッターヘッドのトルク、面の圧力、テール シール グリースの注入圧力、セグメント エレクターの位置に至るまで、あらゆるものを監視する数百のセンサーが装備されています。このデータはリアルタイムで記録され、オペレーターに表示され、プロジェクト エンジニアのオフィスに送信され、多くの場合 TBM メーカーのエンジニアリング チームと安全に共有されます。マシンのパフォーマンスをリモートで監視できることにより、メーカーが現場で機器をサポートする方法が変わり、新たな問題がコストのかかる障害に発展する前に迅速に診断できるようになりました。
世界的な TBM メーカーとその機械の製造場所
TBM 製造業界は、少数の大手国際メーカーに集中しており、各メーカーは専門的なエンジニアリング能力と、世界最大かつ最も複雑な機械を製造できる製造施設を備えています。
- ヘレンクネヒト AG (ドイツ): ドイツのシュヴァナウに本社を置く、販売台数と収益において世界最大のTBMメーカー。 Herrenknecht は、小型のマイクロトンネル マシンから大口径のスラリーや EPB マシンまで、あらゆる種類の TBM を製造しており、ドイツに主要な製造施設があり、世界中で組立作業を行っています。同社は、ゴッタルド基底トンネルやアジアと中東の数多くの地下鉄システムなど、世界で最も困難なトンネルプロジェクトのいくつかに機械を納入してきました。
- ロビンス社 (米国): TBM 製造において最も古く、最も名高い企業の 1 つである Robbins は、ハードロック TBM 技術の先駆者であり、岩石トンネル掘削用のメインビームグリッパー TBM のリーダーであり続けています。同社は米国の施設で機械の製造と改修を行っており、世界中で稼働している機器に対するグローバルなサービスとサポート ネットワークを持っています。
- NFM Technologies (フランス、Bouygues グループの一部): フランスの TBM メーカーで、大口径都市トンネル機械、特にヨーロッパおよび国際的な困難なプロジェクト向けのスラリー シールドおよび EPB タイプに強い専門知識を持っています。 NFM は、パリ、ローマ、および東南アジア全域の主要な地下鉄プロジェクトに機械を納入してきました。
- CREG — 中国鉄道エンジニアリング機器グループ: 中国最大のTBMメーカーであり、現在では生産量では世界最大手の一つであるCREGは、ライセンスされた技術と国内の研究開発投資を組み合わせることにより、エンジニアリングと製造能力を急速に発展させてきました。 CREG は、中国で進行中の大規模な地下鉄および高速鉄道トンネル建設プログラムで使用される TBM の大部分を供給しており、国際市場への輸出を開始しています。
- 川崎重工業および三菱重工業(日本): 両日本のエンジニアリング複合企業は、主に日本国内市場および一部の輸出プロジェクト向けにTBM製造において長い歴史を持っています。日本のTBM製造は非常に高い製造品質と精度で知られており、特に軟弱地盤の都市トンネル工事用のシールドマシン技術に強みを持っています。
- Caterpillar (カナダ、ロバット部門): Caterpillar はカナダの TBM メーカーである Lovat を買収し、Caterpillar トンネル掘削機ブランドの下で EPB およびスラリー機械の生産を続けています。同社の機械は、水道や都市交通を含む北米のインフラトンネルプロジェクトで広く使用されています。
TBMの改修と再製造
TBM 製造業界の重要かつ成長している分野は、新しいトンネル プロジェクトのための中古機械の改修と再製造です。新しいTBMの莫大な費用(大口径の機械には1,500万ドルから5,000万米ドル以上の費用がかかる場合がある)を考慮すると、プロジェクトの条件が既存の機械の仕様と互換性がある場合、プロジェクトオーナーや請負業者は費用対効果の高い代替品として再生機械をますます評価しています。
TBMの改修には通常、すべての主要システムの分解、摩耗コンポーネントの検査と交換、構造アセンブリの再調整、メインベアリングのオーバーホール、油圧シールとシリンダーの交換、電気および制御システムの完全な再構築が含まれます。大規模な改修プロジェクトでは、カッターヘッドを再構築してさまざまな地盤条件に合わせてカッターのレイアウトを変更したり、外板のスチールインサートを追加または削除してシールドの直径をわずかに調整したりすることがあります。適切に改修を行えば、新しいマシンの数分の一のコストで、別の完全なプロジェクト、場合によってはそれ以上の期間、マシンの耐用年数を延ばすことができます。
トンネル掘削機製造における課題と今後の動向
TBM の製造は、今後 10 年間の業界の発展を形作る一連の継続的な技術的および商業的課題に直面しています。より大きく、より深く、より自動化されたトンネリング ソリューションへの需要により、現在の TBM テクノロジーが達成できる限界が押し広げられ、業界全体で多額の研究開発投資が推進されています。
- 機械の直径を大きくする: 高速道路や地下鉄と道路を組み合わせたトンネルのトンネル直径が大きくなる傾向にあり、並外れた規模の機械が生産されています。直径 15 メートルを超える機械には、新しいエンジニアリング ソリューションを必要とする構造上および物流上の課題が存在します。発射シャフトの限られたスペースでこのような機械を輸送、組み立て、打ち上げするには、製造および配送プロセスのすべての段階で慎重な計画が必要です。
- 自動カッター交換システム: 硬岩TBMのディスクカッターを交換するには、作業員が大気または加圧状態で掘削室に入り、摩耗したカッターを手動で交換する必要があります。これは、トンネル掘削において最も困難で危険な作業の1つです。いくつかのメーカーは、この作業を遠隔で実行できるロボットカッター交換システムを開発しており、作業員が危険な加圧掘削環境にさらされることを排除しています。湿気が多く、汚染された狭い空間で 200kg を超えるカッター重量を扱えるマニピュレーターを開発することは、エンジニアリング上の重要な課題です。
- 駆動システムの電動化: 地下の大気質と二酸化炭素排出量に対する規制圧力が高まっているため、機械から作動油やディーゼルベースの動力を不要にする全電気式TBM駆動システムの開発が加速しています。電気ダイレクトドライブカッターヘッドモーター、電気スラストシリンダーアクチュエーター、バッテリーまたはグリッド駆動のトンネル物流はすべて、大手メーカーによって積極的に開発中です。
- サプライチェーンの回復力: 近年の世界的な混乱により、TBMメーカーが依存する拡張サプライチェーン、特に大径ベアリング、特殊な油圧コンポーネント、電子制御システムの脆弱性が露呈しました。メーカーは、代替サプライヤーを選定し、戦略的な部品在庫を増やし、場合によってはサプライチェーンの混乱にさらされるリスクを軽減するために、これまで外注していた部品製造を社内に導入することに積極的に取り組んでいます。
- AIによる誘導と自律運転: TBM 誘導制御システムへの人工知能の統合は、活発な開発分野です。過去のプロジェクト データに基づいてトレーニングされた機械学習モデルは、ステアリング パラメータを最適化し、ライニング リングの製造品質を予測し、運用上の問題が発生する前に地盤の状態が進行していることをオペレーターに警告します。完全に自律的な TBM 運用は依然として長期的な目標ですが、日常的な運用タスクの段階的な自動化はすでに現在のプロジェクトに導入されています。
TBM 製造に関する最終的な考え
トンネルボーリングマシンの製造は、構造工学、精密機械加工、油圧、エレクトロニクス、材料科学の交差点に位置しており、他のほとんどの業界が匹敵する規模でそれを実現しています。工場から出荷されるすべての TBM は、地質学的およびプロジェクトの特定の課題に対するカスタム設計のソリューションであり、そのエンジニアリングと製造の品質は、最終的には機械がいかに確実に地盤を掘削し、高品質のトンネル覆工をいかに一貫して設置し、シフト終了ごとに労働者をいかに安全に帰宅させるかによって表現されます。
世界的なインフラ需要が地下建設への投資を促進し続ける中、TBMメーカーは、サプライチェーンの管理、次世代のエンジニアや製造業者の育成、今後半世紀にわたるトンネル掘削のあり方を定義づけるデジタル技術の統合を行いながら、サイズ、複雑さ、技術的に洗練された機械を提供するという刺激的かつ厳しい未来に直面している。トンネル建設、調達、またはプロジェクト開発に携わるすべての人にとって、これらの並外れた機械がどのように設計および製造されるかを理解することは、これまでに作成された建設機械の中で最も複雑かつ重要な部分の 1 つについて情報に基づいた意思決定を行うための基礎となります。




